方案概述:

本方案是在原电池生产线的封口工序卸料段上增加视觉检测系统对电池封口后出现的负极端面不良进行检测筛选。现时电池封口工序卸料段工作流程如图一所示,封口完成的电池从封口工作转盘流出至卸料一级转盘,再由卸料一级转盘交替一一对应地流入卸料二级A转盘和卸料二级B转盘。从卸料二级A转盘和B转盘出来的电池分别经过两路输送带传送至A、B两组的称重检测机构进行检测,称重不合格的电池分别由A、B两组吹气机构排出。原电池生产线的生产速度为400个/分钟,为达到生产速度要求,本方案需在原来的生产在线增加多项检测、定位、计数、信号输出执行等功能,方能实现不良品的自动检测筛选和自动排除。
本方案的不良品检测率100%,良品误判为不良品率<0.01%(视检测参数设定的严格程度而定)。
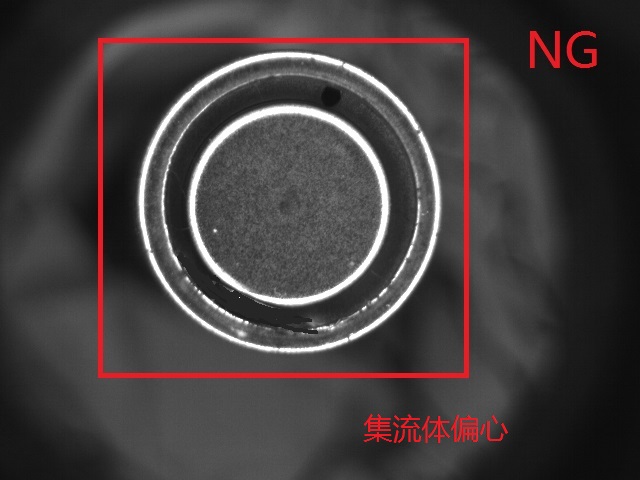
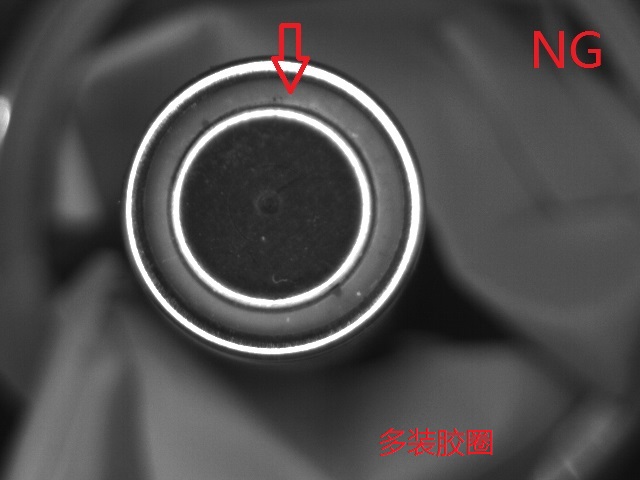
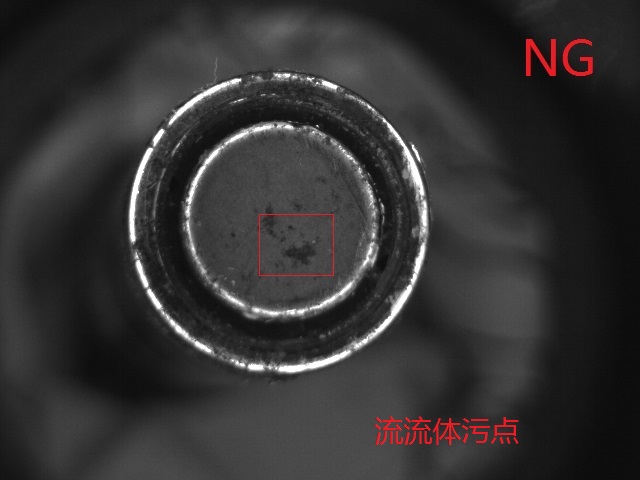
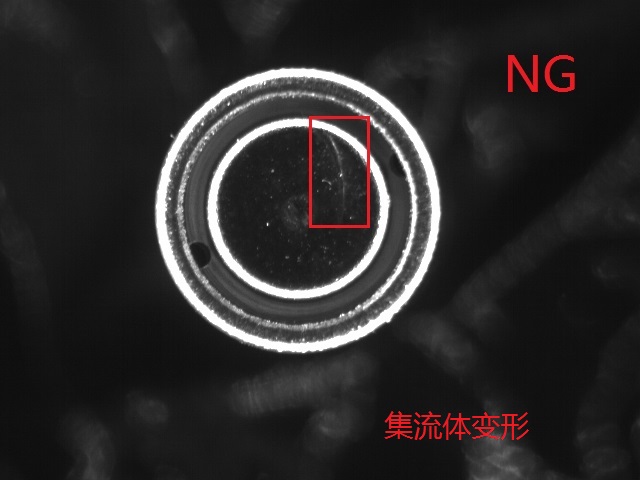
检测项目包括1、钢壳封口变形 2、集流体变形 3、集流体偏心 4、集流体污点 5、胶圈变形(详见上述图片)。
 [吹膜机米克重] 吹膜机1至3层米克重
[吹膜机米克重] 吹膜机1至3层米克重 [吹膜机米克重] PVC热收缩膜专用米克重
[吹膜机米克重] PVC热收缩膜专用米克重 [吹膜机米克重] 滴灌带专用米克重
[吹膜机米克重] 滴灌带专用米克重 [吹膜机米克重] 视觉检测系统定制开发
[吹膜机米克重] 视觉检测系统定制开发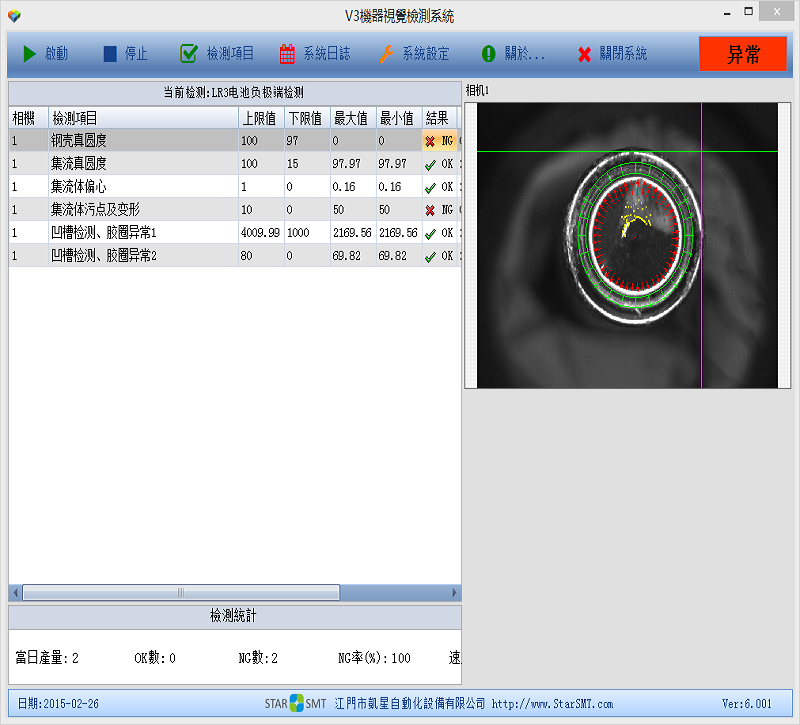 [吹膜机米克重] 碱性电池视觉检测系统
[吹膜机米克重] 碱性电池视觉检测系统 [吹膜机米克重] 数控自动锁螺丝机
[吹膜机米克重] 数控自动锁螺丝机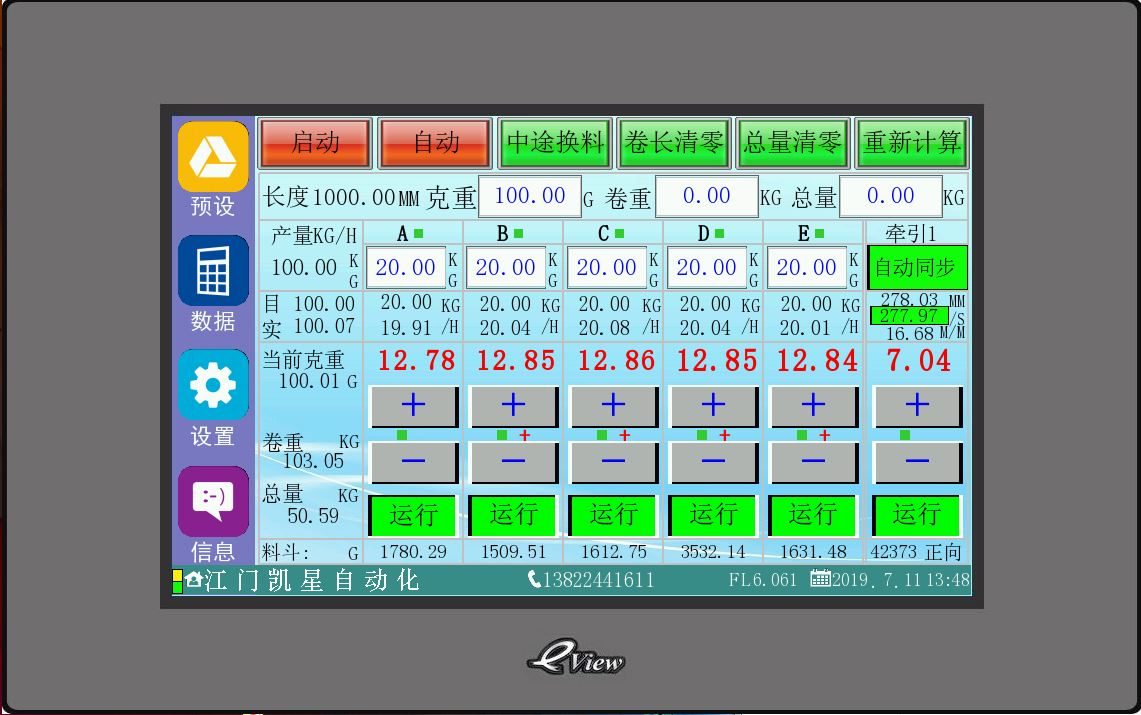 [吹膜机米克重] 1至5层联控米克重
[吹膜机米克重] 1至5层联控米克重 [机器视觉] 工业相机
[机器视觉] 工业相机 [吹膜机米克重] 远程生产监控系统
[吹膜机米克重] 远程生产监控系统 [机器视觉] 机器视觉光源
[机器视觉] 机器视觉光源